



(2)燒嘴的最佳工作狀態(tài)應(yīng)與氣化爐匹配,,即在設(shè)計(jì)參數(shù)狀態(tài)下,,經(jīng)噴出的煤漿與氧氣的張角應(yīng)合理,不得直接沖刷到耐火磚,。其工作狀態(tài)下的火炬長(zhǎng)短(反應(yīng)高溫區(qū)位置)應(yīng)合理,,不能太長(zhǎng)也不能太短,以避免對(duì)耐火磚及燒嘴本體帶來(lái)不利的影響,。
(3)操作彈性大即能滿足開(kāi)車時(shí)的低負(fù)荷,、正常生產(chǎn)時(shí)的滿負(fù)荷以及單爐運(yùn)行時(shí)必要的超負(fù)荷(50~120%),在操作彈性范圍內(nèi)應(yīng)保證其工作性能,。
(4)使用壽命長(zhǎng),,即在保證其工作性能的前提下最大限度的延長(zhǎng)其使用壽命,以確保裝置的長(zhǎng)周期穩(wěn)定運(yùn)行及經(jīng)濟(jì)運(yùn)行效能,。鑒上所述,,對(duì)工藝燒嘴性能的評(píng)價(jià)可通過(guò)對(duì)燒嘴液霧平均粒徑,、霧粒直徑分布、霧炬張角和液霧流量分布等指標(biāo)的測(cè)量來(lái)獲得,,但最終是以實(shí)際生產(chǎn)中的工藝指標(biāo)來(lái)評(píng)定,。
2
工藝燒嘴的結(jié)構(gòu)形式是影響霧化性能的主要因素之一,結(jié)構(gòu)形式和結(jié)構(gòu)尺寸的變化都會(huì)使燒嘴的霧化性能隨之變化,。
燒嘴的結(jié)構(gòu)歸納為兩大類:一類是內(nèi)混式,,及O2與水煤漿在燒嘴內(nèi)的一混合室充分混合后噴出燒嘴。這種燒嘴經(jīng)過(guò)霧粒參數(shù)的測(cè)定,,表明其霧化性能較好,,但對(duì)內(nèi)混室的耐磨件要求較高,難以實(shí)現(xiàn)工業(yè)化大生產(chǎn),,進(jìn)口的燒嘴為此結(jié)構(gòu)形式,。另一類是外混式,即現(xiàn)工業(yè)化大生產(chǎn)中國(guó)產(chǎn)化的應(yīng)用類型(如航天十一所,、國(guó)雄等廠家),。這種燒嘴與內(nèi)混式相比,其最大的優(yōu)點(diǎn)就是降低了對(duì)燒嘴頭部耐磨件的要求,,但霧化性能略差于內(nèi)混式,。
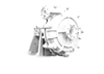
在外混式燒嘴中,使用在水煤漿氣化工藝上的主要為三流式外混燒嘴,,其結(jié)構(gòu)見(jiàn)圖一,。該燒嘴較好的實(shí)現(xiàn)了結(jié)構(gòu)與材質(zhì)的統(tǒng)一,在工業(yè)化大生產(chǎn)中體現(xiàn)了它的實(shí)用價(jià)值,。在這種燒嘴結(jié)構(gòu)中,,在不同的負(fù)荷、不同的氣液比情況下,,為使工藝燒嘴在最佳狀態(tài)下工作,,其中心氧量都存在一最佳值,因此對(duì)于氣化爐操作人員提出了較高的要求,。
3工藝燒嘴性能的影響因素初探
3.1工藝操作條件的影響
3.1.1氣液比的影響
工藝燒嘴的原理是利用高速噴出的O2的動(dòng)能來(lái)霧化煤漿,,因此氣液(煤漿)比會(huì)對(duì)燒嘴的霧化性能帶來(lái)直接的影響。在對(duì)燒嘴(三流外混)的液霧平均粒經(jīng)測(cè)定(SMD,,舒特平均直徑,,sauter mean diameter),SMD隨著氣液比的增加而減小,,但當(dāng)氣液比達(dá)到某一值(約0.5)之后,,其變化趨緩,見(jiàn)圖二,。在實(shí)際操作中有兩種可能會(huì)導(dǎo)致減小氣液比的操作,一是煤漿濃度變稀時(shí),,為控制氧煤比(或爐溫),,而減小氧氣流量;二是煤灰熔點(diǎn)過(guò)低,為追求工藝指標(biāo)(主要為排渣溫度)而減小O2流量,,在這兩種情況下,,燒嘴的霧化性能變差,相當(dāng)一部分反應(yīng)物不能在爐內(nèi)得到充分反應(yīng),,使其碳轉(zhuǎn)化率降低,,反映在渣中的殘?zhí)荚黾印R虼诉^(guò)低的煤漿濃度和煤的灰熔點(diǎn)對(duì)氣化爐操作都是不經(jīng)濟(jì)的,。
3.1.2中心氧比例的影響
中心氧的作用主要在于改善燒嘴噴出流體的流量密度分布,。在對(duì)三流結(jié)構(gòu)燒嘴的物理參數(shù)測(cè)定中發(fā)現(xiàn),其中心O2量的增加使燒嘴噴出流體的流量密度,、分布趨于均勻(見(jiàn)圖三),。但SMD卻有所增大,且霧炬的表現(xiàn)張角也有所增大,。在實(shí)際操作中,,隨著負(fù)荷、壓力的改變,,其中心氧比例存在一最佳值(一般在12%~17%之間),,這就要求操作人員根據(jù)爐溫、爐況及渣中的殘?zhí)康惹闆r及時(shí)的調(diào)整,,以使燒嘴達(dá)到最佳的工作狀態(tài)。
3.1.3負(fù)荷的影響
負(fù)荷彈性大小是衡量燒嘴性能的一個(gè)重要指標(biāo),,燒嘴的霧化性能隨著操作負(fù)荷而變化,。一般的說(shuō),隨著操作負(fù)荷的增加,,燒嘴的SMD下降,,當(dāng)負(fù)荷達(dá)到設(shè)計(jì)負(fù)荷后,SMD變化趨勢(shì)減緩(見(jiàn)圖四),,因此通過(guò)對(duì)燒嘴的負(fù)荷試驗(yàn)可探索燒嘴的最佳操作狀況,,主要是設(shè)計(jì)流速不能偏低,低負(fù)荷時(shí),,由于燒嘴出口氧氣的影響煤漿流速下降黑區(qū)變短,,熱輻射輕度增大,容易燒壞燒嘴,。
3.2結(jié)構(gòu)與材料的影響
燒嘴的結(jié)構(gòu)與材質(zhì)二者之間的關(guān)系較為密切,,往往在結(jié)構(gòu)上較有優(yōu)勢(shì)的,其對(duì)材質(zhì)的要求也較高,。然而只圖解決材料來(lái)提高壽命也是不實(shí)際的,。試驗(yàn)表明,,在我國(guó)現(xiàn)有的技術(shù)條件下,僅靠耐磨材料來(lái)解決燒嘴的磨損問(wèn)題不是提高燒嘴壽命的最佳途徑,,只有在提高耐磨材料質(zhì)量的同時(shí),,合理的改善燒嘴結(jié)構(gòu)才是提高燒嘴壽命的有效途徑。
在材質(zhì)方面,,還存在燒嘴頭部冷卻盤管的腐蝕問(wèn)題,,從華魯恒升、國(guó)泰,、大南化等裝置上使用的工藝燒嘴中,,多次出現(xiàn)頭部冷卻盤管連接彎頭及外部焊縫的裂紋,其它裝置上也出現(xiàn)過(guò)同樣的問(wèn)題,,而且還伴有燒嘴端部及盤管上的腐蝕凹痕,,這是由于在該處表面產(chǎn)生汽凝液并又急劇地蒸發(fā)而產(chǎn)生的熱循環(huán)所導(dǎo)致的熱疲勞裂紋和腐蝕。
3.2煤的質(zhì)量影響
煤中S會(huì)對(duì)燒嘴的壽命產(chǎn)生影響,。目前,,工業(yè)燒嘴的主要材質(zhì)為Inconcl600、625,,噴嘴頭UMCO50,,這些材料的高溫狀態(tài)下抗氧化性能好,但在高溫下合金中的Ni和煤中的S易在晶間產(chǎn)生NiS,,導(dǎo)致材料的腐蝕,。
本文源自http://coolele.cn/news/jishudayi/110.html,轉(zhuǎn)載請(qǐng)注明出處,。
(責(zé)任編輯:蒸發(fā)式冷凝器http://coolele.cn/)
全國(guó)服務(wù)熱線
13931892023聯(lián)系電話:13931892023
地址:河北省藁城市站南街015號(hào)
河北建大化工設(shè)備有限公司 版權(quán)所有 備案號(hào): 冀ICP備2022007535號(hào)